sales@ouyilai.com
0574-55019477

Email format error
Email cannot be empty
Email already exists
6-20 characters(letters plus numbers only)
The password is inconsistent
Email format error
Email cannot be empty
Email does not exist
6-20 characters(letters plus numbers only)
The password is inconsistent





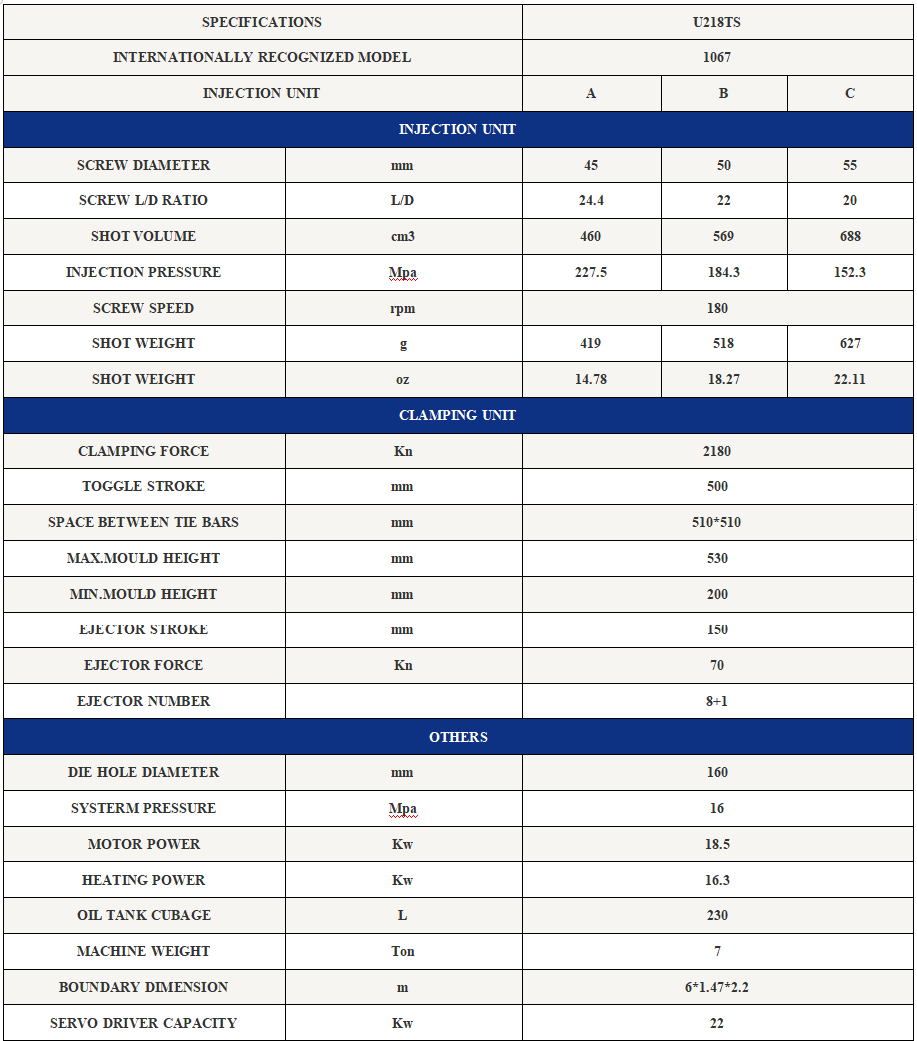
According to the characteristics of PET plastic, we choose PET injection molding machine from the following aspects:
1.Screw.
For screw aspect ratio, special PET screw is designed. Generally, the aspect ratio of plastic screw is about 18-22. The aspect ratio of PET screw is generally above 1:24. The larger the aspect ratio, the better the plasticizing ability.
2.The mold space.
The inner distance of the large column, the thickness of the mold, the minimum size of the mold and the size of the template are determined by the size of the mold to confirm whether the mold can be placed.
The width and height of the mold must be smaller than or at least one side is smaller than the inner distance of the large column;
The width and height of the mold should preferably be within the size of the template;
The thickness of the mold needs to be between the mold thickness of the injection molding machine;
The width and height of the mold must conform to the minimum mold size recommended by the PET injection molding machine.
3. Product take-out space.
It is determined by the mold and the finished product whether the mold opening stroke and the mold supporting stroke are sufficient for the finished product to be taken out.
The mold opening stroke must be at least twice the height of the finished product in the direction of mold opening and closing;
The pallet stroke and pallet force should be sufficient to eject the finished product.
4. Clamping force.
The tonnage of the clamping force of the machine is determined by the product and the plastic.
When the raw material is injected into the mold cavity under high pressure, a mold-pulling force will be generated, so the clamping unit of the injection molding machine must provide enough clamping force to prevent the mold from being stretched. The clamping force requirement is calculated as follows:
Calculate the projected area of the finished product in the direction of the opening and closing die from the appearance size of the finished product;
Supporting mold force = projected area of the finished product in the direction of opening and closing the mold (cm2) × number of mold cavities × pressure in the mold (kg/cm2);
The clamping force of the machine needs to be greater than the force of the die, and for the sake of safety, the clamping force of the machine usually needs to be more than 1.17 times the force of the die.
Preliminarily determine the specifications of the clamping unit and roughly determine the tonnage of the PET machine, and then the following steps must be performed to confirm which injection unit has a more suitable screw diameter.
5.Shoot full.
Determine the required "shot volume" and select the appropriate "screw diameter" based on the weight of the finished product and the number of cavities.
The number of mold cavities (one mold several cavities) should be considered when calculating the weight of the finished product;
For the sake of stability, the injection volume should be more than 1.35 times the weight of the finished product, that is, the weight of the finished product should be within 75% of the injection volume.
6. Shoot well.
Conditions such as "screw compression ratio" and "injection pressure" are determined from PET plastic.
PET plastic needs good plasticizing ability and suitable screw compression ratio design to have a good molding effect. Therefore, in order to make the finished product shoot better, the plasticizing demand and compression ratio must also be considered when selecting the screw.
7. Increase the storage motor.
PET plastic is easy to stick and the molding temperature is high, which requires a large screw torque, and a storage motor that is two or more stages larger than ordinary machines is often selected to meet the needs of the machine.
8. Increase the power system.
The storage motor increases the screw speed and reduces the speed of the screw. When the storage motor is enlarged, the power system is also increased to ensure more stable operation of the machine and shorten the product cycle time.
Main Features:
One.The Lock Section
1.Arch template, effectively protects the mould, especially suitable for big template with small mold.
2.The electric ruler is installed on the crosshead, the position is more precise.
3.The front connecting rod uses connected structure, increases the rod strength, and easy for assembly
4.The connected tail-board stills itself with big lock shaft, improves tail-board strength, and ensures zero abrasion of the tail-board, easy for maintenance.
5.Connected movable plate, improves its rigidity and reduces deformation
6.Connected thrust bearing, improves its strength and stills itself with small lock shaft, ensures zero abrasion.
7.Arch template fully complies with mechanical property, largely improves template strength.
8.More reasonable toggle design, speeds and stabilizes mold opening and closing.
9.Adjustable movable plate mounting plate, makes the installation easier.
10.Mixed design of T-shape groove and die hole, increases universality of the mold.
Two.The Injection Section.
1.Bridge type support, improves injection smoothness.
2.Longer length-diameter ratio screw design, improves plasticizing effect.
3.Double seal structure, ensures no oil leakage.
4.Withhold type press plate, easy for debugging and assembly.
5.Bijection structure, improves stability.